×
搜索
搜索
网站导航
首 页
关于我们
产品展示
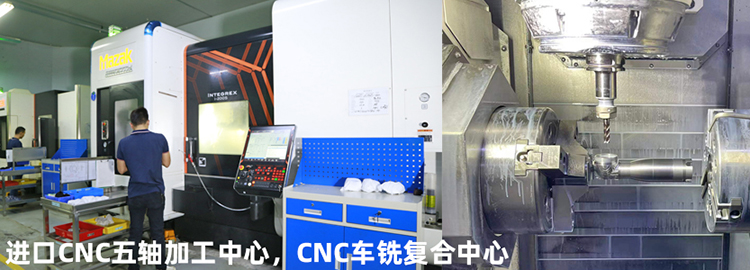
公司设备
联系我们
新闻中心
加工案例
您的位置:加工案例
名称:
机械配件
材质:
铝6082-T6+阳极灰色10-15um
难度要求:
形位工差要求:0.01mm
加工工艺:
CNC车+CNC四轴+CNC四轴+CNC铣+CNC铣+去毛刺+FQC+表面处理+IQC+包装+OQC
名称:
机械配件
材质:
铝7075-T6+阳极本色10-15um
难度要求:
形位工差要求:0.01mm,需用CNC车铣复合机加工
加工工艺:
CNC车铣复合加工+去毛刺+FQC+表面处理+IQC+包装+OQC
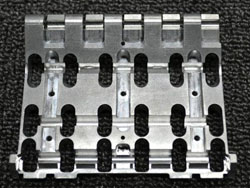
名称:
通讯腔体零件
材质:
铝6061-T6+铬化本色
难度要求:
薄壁件加工易变形,平面度及垂直度要求高
加工工艺:
CNC铣+CNC铣+CNC铣+去毛刺+FQC+表面处理+IQC+包装+OQC
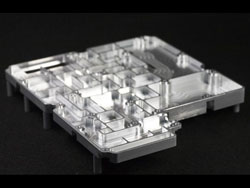
名称:
金融设备零件
材质:
铝6082-T6挤型材+铬化本色
难度要求:
加工工序多,位置度要求0.04
加工工艺:
CNC铣+CNC铣+CNC四轴铣+CNC铣+CNC四轴铣+CNC铣+去毛刺+FQC+表面处理+IQC+包装+OQC
名称:
医疗设备零件
材质:
SUS316L+钝化
难度要求:
内孔分段直径公差0.015;四周侧孔位置度0.025;外螺纹除通止规检测外,需检测螺纹中径,螺距,牙形角;需用带尾座CNC车床加工及带侧铣CNC车床加工
加工工艺:
CNC车+CNC车铣复合加工+去毛刺+FQC+表面处理+IOC+包装+OQC
名称:
矿产机械零件
材质:
铬镍钼合金钢4340+淬火处理
难度要求:
内外径公差要求0.005
加工工艺:
CNC车铣复合加工+CNC车+四轴CNC铣+去毛刺+FQC+热处理+IQC+内外圆磨床加工+清洗+FQC+包装+OQC
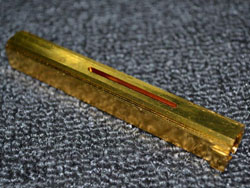
名称:
光学零件
材质:
铝6061-T6+镀镍金3-5MI
难度要求:
内孔要求光洁度0.2um,镜面要求,需用滚光刀加工
加工工艺:
CNC车+CNC滚光加工+CNC铣+CNC铣+去毛刺+FQC+表面处理+IQC+包装+OQC
名称:
石油机械配件
材质:
铬钼合金钢+碳氮共渗+发黑
难度要求:
重切削量大,内外径公差要求0.015
加工工艺:
CNC车+CNC车+CNC铣+CNC铣+去毛刺+FQC+表面处理+IQC+包装+OQC
名称:
周边配件组装
材质:
铝+不锈钢+拉钉+铆螺母+弹形垫片
难度要求:
拉铆无间隙,变形,无错位,需做弹力测试
加工工艺:
备料+配钻+拉钉+装垫片+锁紧螺母+测试+FQC+激光刻字+IQC+包装+OQC
工具:
拉钉枪,气动扳手,锁紧夹具
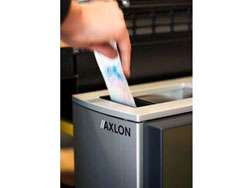
名称:
金融设备成品组装
材质:
五金+电子+塑胶等1000多种零配件
难度要求:
任何细微的差错都会导致成品的测试不良,要求对每一种零配件的品质,每一个细微的装配动做都有严格的,系统的控制
加工工艺:
备料+模块组装+模块测试+成品组装+成品测试+包装+OQC
工具:
气批+扳手+气压机+专用夹具+测试软件+电脑
东莞市正森精密零件有限公司 版权所有
技术支持:东莞网站建设

 您的位置:加工案例
您的位置:加工案例